
Trajna zaštita.
Vrhunska estetika.
Profesionalna plastifikacija metalnih dijelova za proizvodne pogone, metaloprerađivače i industrijske kupce. Sloj po sloj, predvidljivo i bez kompromisa.
Što je plastifikacija metala i zašto je važna.
Plastifikacija je postupak nanošenja praha boje na metalni dio i njegove polimerizacije u peći na visokoj temperaturi. Rezultat je sloj otporan na koroziju, UV zračenje, kemikalije i mehanička oštećenja superioran u odnosu na klasično lakiranje.
| Karakteristike | Plastifikacija | Klasično lakiranje | Galvanizacija |
|---|---|---|---|
| Otpornost na koroziju | Izvrsna | Dobra | Vrlo dobra |
| Otpornost na UV | Izvrsna | Slaba | N/A |
| Mehanička otpornost | Izvrsna | Slaba | Dobra |
| Ekološka prihvatljivost | Izvrsna | Slaba | Umjereno |
| Estetska finoća | Izvrsna | Dobra | Ograničena |
| Životni vijek (vanjski) | 15–25 godina | 3–7 godina | 10–20 godina |
Što plastifikacija postiže za vaš proizvod.
Antikorozivna zaštita
Sloj polimeriziran u pećnici stvara nepropusnu barijeru. Sol, vlaga i kemikalije ne dosežu metal.
UV i toplinska stabilnost
Boje ne blijede, sloj ne puca pod suncem ni mrazom. Idealno za vanjske primjene.
Mehanička otpornost
Otpornost na ogrebotine, udarce i abrazivno trošenje, čak i u industrijskim uvjetima.
Sedam koraka do trajnog sloja.
Kvaliteta plastifikacije ne nastaje u kabini za prskanje — nastaje u predtretmanu. 80% kvalitete završnog sloja ovisi o tome koliko se ozbiljno pristupa pripremi metala.

Prijem i kontrola
Svaki dio prolazi vizualni pregled prije ulaska u proces. Bilježimo stanje površine, oštećenja, varove i ostatke prethodnih premaza. Dijelovi se označavaju i prate kroz cijeli proizvodni ciklus — bez improvizacija u redoslijedu i bez gubitka identiteta šarže.
| Dokumentacija | Foto + zapisnik |
| Identifikacija | Šaržni broj |
| Provjera | 100% dijelova |
| Prijemni rok | 24 h |

Pjeskarenje
Mehaničko uklanjanje hrđe, kamena i starih premaza pomoću abrazivnog medija pod tlakom. Stvara hrapavu površinu na koju će se novi sloj čvrsto vezati. Dosegnut stupanj čistoće Sa 2½ po ISO 8501-1.
| Medij | Korund |
| Zrno | 0,5–1,2 mm |
| Tlak | 6–8 bar |
| Čistoća | Sa 2½ |

Kemijski predtretman
Višestupanjsko odmašćivanje, ispiranje i fosfatiranje. Stvara mikrokristalnu strukturu koja drastično povećava prianjanje i antikorozivnu zaštitu. Bez kvalitetnog predtretmana nema trajnog sloja — 80% kvalitete završnog premaza određuje se ovdje.
| Stupnjeva | 5 |
| Odmašćivanje | Alkalno |
| Konverzija | Fosfatiranje |
| Temperatura | 55–65 °C |

Sušenje
Dijelovi prolaze pećnicu za sušenje na kontroliranoj temperaturi. Svaka kap vlage mora ispariti prije nanošenja praha. Vlaga ispod sloja praha = oštećenje sloja i smanjeno prianjanje. Bez kompromisa u ovom koraku.
| Temperatura | 110–130 °C |
| Vrijeme | 15–20 min |
| Kontrola | Temperaturna sonda |
| Cilj | 0% vlage |

Nanošenje praha
Elektrostatsko prskanje praha u zatvorenoj kabini. Prah se naelektrizira i privlači na uzemljeni dio — ravnomjerno, bez kapanja i bez gubitaka. Debljina sloja mjerena u realnom vremenu. Tipična debljina: 60–100 µm prema specifikaciji kupca.
| Tehnika | Korona / Tribo |
| Debljina | 60–100 µm |
| Ral paleta | Cjelovita |
| Iskoristivost | 98% |

Polimerizacija
Pečenje u pećnici na 180–200 °C. Prah se topi i polimerizira u nepropusni, kemijski povezan sloj. Ciklus 20–30 minuta ovisno o debljini stijenke i materijalu. Bez kraćenja ciklusa, bez kompromisa u krivulji pečenja.
| Temperatura | 180–200 °C |
| Trajanje | 20–30 min |
| Volumen | 25 m³ |
| Kontrola | Krivulja pečenja |
Završna kontrola
Mjerenje debljine sloja na više referentnih točaka. Vizualna kontrola finiša. Test prianjanja po potrebi. Šaržna dokumentacija ostaje uz dio — od prijema do isporuke. Svaki dio sljedljiv.
| Debljinomjer | ISO 2178 |
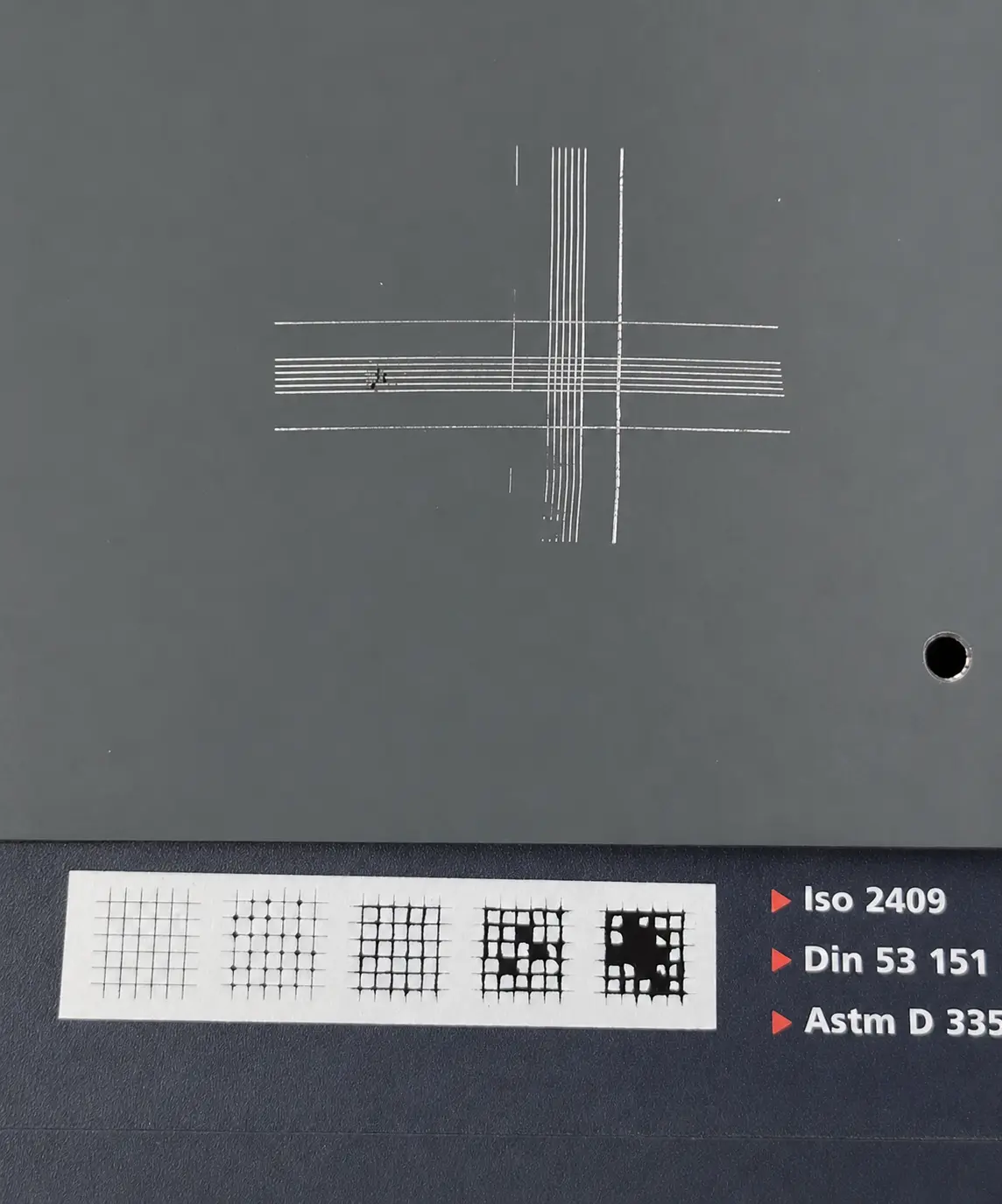
| Cross-cut | ISO 2409 |
| Salt-spray | ISO 9227 |
| Dokumentacija | Šaržni list |
Tehnički kapacitet.
Što možemo plastificirati, u kojim dimenzijama, u kojoj kvaliteti.
Za posebne zahtjeve — atipične dimenzije, posebne specifikacije, hitne rokove — javite nam se i pronaći ćemo rješenje.
Naš kapacitet






Kvaliteta koja se može izmjeriti.
Razlika između dobrog i lošeg plastifikatera je u tome što jedan tvrdi da radi dobro, a drugi može dokazati.
Mjerenje debljine sloja
Beskontaktno mjerenje debljine na više referentnih točaka po dijelu. Sloj između 40 µm i 250 µm prema specifikaciji.
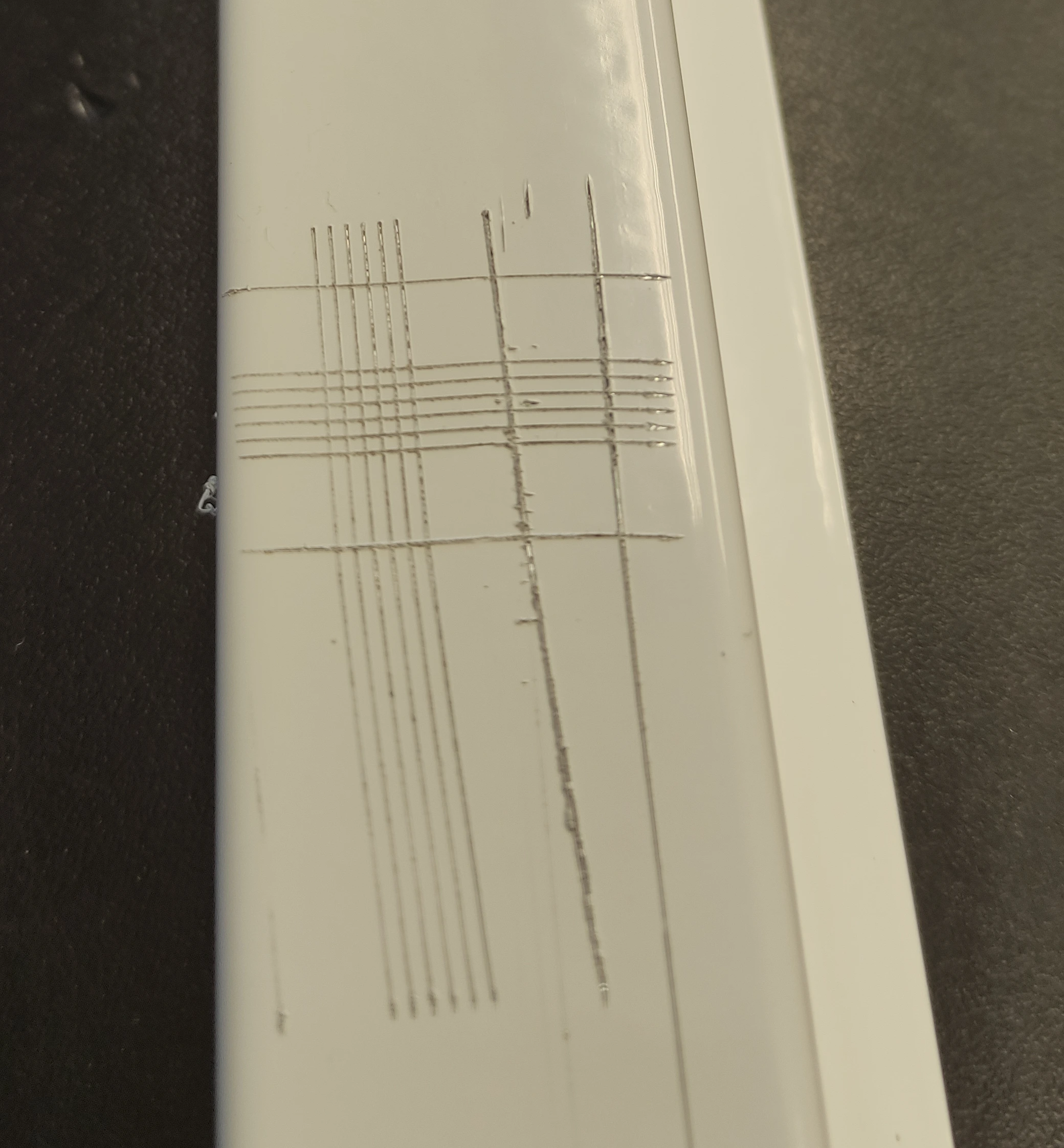
Test prianjanja (cross-cut)
Standardni test rezanjem mreže i ljepljenjem trake. Stupanj prianjanja 0 ili 1 — najbolji u skali.

Salt-spray test
Za zahtjevne primjene — neutralna slana magla 240, 480 ili 1000 sati. Verifikacija antikorozivne zaštite.
Za koga radimo.
Plastifikacija je univerzalna tehnologija — ali svaka industrija ima svoje zahtjeve.
Industrijska oprema
Strojarski dijelovi, kućišta, postolja, transportne komponente.
Poljoprivredna mehanizacija
Komponente strojeva i priključaka otporne na vremenske uvjete.
Automotive podizvođenje
Dijelovi za automobilsku industriju prema OEM specifikacijama.
Energetika i infrastruktura
Razvodni ormari, nosači, oprema za vanjsku ugradnju.
Namještaj i interijer
Metalni elementi za dizajnerski namještaj, restorane, retail prostore.
Zašto outsource plastifikacije ima ekonomskog smisla.
Računica koja stoje iza odluke da plastifikaciju povjerite specijaliziranom dobavljaču.
Kapitalni trošak
Vlastita plastifikacijska linija zahtijeva investiciju od 150.000 do 500.000 eura — pećnica, kabina, predtretman, ekstrakcija, ekološke dozvole. Outsourcing eliminira tu kapitalnu izloženost.
Ekološke i regulatorne obveze
Plastifikacijska linija nosi obveze: ekološke dozvole, otpadni materijali, IPPC zahtjevi, zaštita na radu. Mi nosimo te obveze, vi se bavite svojim proizvodom.
Specijalizirano znanje
Dobra plastifikacija ovisi o detaljima koje samo specijalist poznaje — pravilan predtretman, kontrola temperature, izbor praha, debljina sloja, polimerizacijska krivulja. Mi to radimo svaki dan.
Skalabilan kapacitet
Vaša potreba varira. Naš kapacitet ne. Bilo da trebate 50 dijelova ili 5.000 dijelova mjesečno — kapacitet je tu.
Stupimo u kontakt.
-
Adresa Ul. Pavleka Miškine 33A, 40000 Strahoninec
-
Telefon +385 98 205 354
-
Email [email protected]
-
OIB 46837268788
Radno vrijeme
Pošaljite upit
Prije upisivanja osobnih podataka molimo vas proučite našu Politiku privatnosti (https://baksa.hr/politika-privatnosti), kako štitimo vaše osobne podatke i koja vam prava u zaštiti osobnih podataka osiguravamo.